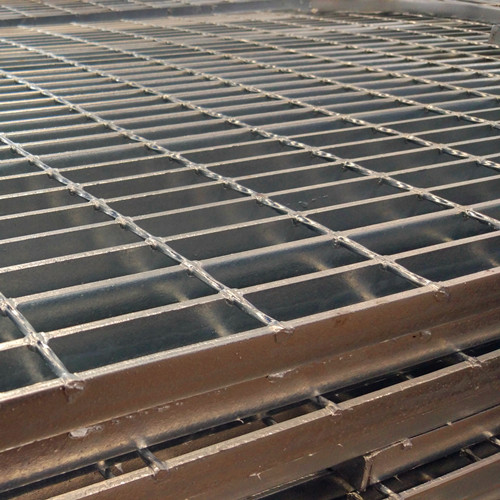
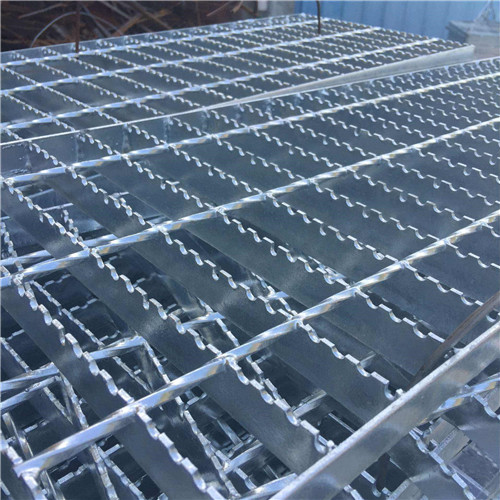
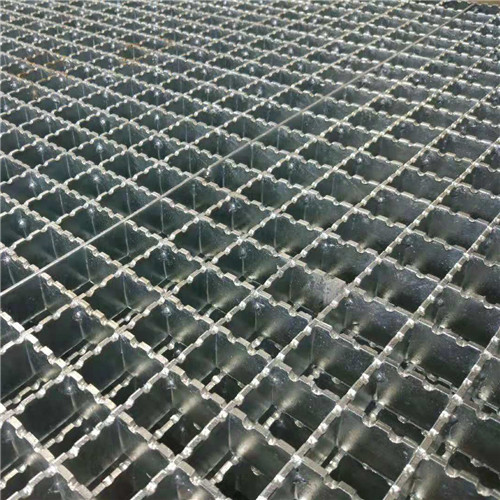
热浸镀锌是提高钢格栅抗大气腐蚀性能的有效方法之一,因其镀层性能优良、使用寿命长、作为保护层基本不维护而被广泛应用。钢格栅热镀锌层表面有许多常见质量缺陷如漏镀、条状羽毛白花纹、镀层超厚、粗糙、灰暗、泪痕条纹、龟裂纹、晶体状凸起纹、“白锈”等,其影响因素较多,且控制相对较难。对此,可以从加强工艺控制着手,辅以必要的工艺措施,以提高热镀锌钢格栅表面质量。下面就钢格栅热镀锌层表面缺陷原因及控制方法进行分析:
1、表面预处理
钢格栅表面预处理不好是造成漏镀(露铁)的主要原因。钢格栅在出厂、存储、运输、加工过程中不可避免地沾上油漆或矿物脂,有时焊接部位探伤面需涂抹难清理的特殊油脂等,大多数企业又无脱脂工序,仅靠酸洗去除表面杂质,从而很容易造成漏镀(露铁)。另一种情况则是因酸洗过程中酸洗钢格栅比较集中、堆放密集、重量大等因素,造成欠酸洗和夹线,或因酸洗浓度过高使酸盐沉淀于表面、沟槽之中,不水洗或水洗不干净,也很容易形成漏镀、虚镀现象。再者,因溶剂老化、失效,加之在烘干过程中没有及时将钢格栅摆开,或烘干时间较长使钢件表面出现二次微氧化、形成酸性铁盐覆盖在表面上时,也极易出现漏镀,特别是在相对湿度较大的气候和大雾天气时较为常见。此种情况往往容易被忽视。此外,采用溶剂热镀锌时,常用的ZnCl2与NH4Cl混合水溶液的配比不正确时,没有形成共晶点,特别是在浓度过高的情况下,在钢格栅焊接角缝内极易出现夹灰性漏镀。
2、镀锌层厚度不够
钢格栅镀锌层厚度达不到标准要求将直接影响产品的使用寿命。钢格栅镀锌层厚度不够的原因如下。
(1)锌液温度的影响。当锌液的温度低于430oC时,锌铁扩散速度低,不易生成足够的铁锌合金层,整个镀层就薄;当温度在460oC时锌层增厚,当温度继续升高,锌液变稀,锌层又变薄。所以须严格控制锌液温度以确保钢格栅质量的稳定。
(2)钢格栅在锌液中停留时间的影响。钢格栅在锌液中停留时间有一定的时间范围。根据钢格栅的厚薄来确定,随着镀锌时间的延长,镀层厚度将增加,但过分地延长镀锌时间又会使锌层变脆,反而影响质量。
〔3)钢格栅从锌液中引出方法的影响。钢格栅从锌液中引出时应垂直引出,钢格栅倾斜引出时锌层就薄。因此,钢格栅引出锌锅时应保持垂直引出。
3、锌液中其他成分
锌液中夹杂过多其他金属成分或有害元素,可能造成如锌渣颗粒粘附在钢格栅镀层表面和一些非正常的花纹、龟裂纹等缺陷。
(1)铁 热镀锌一段时间后,钢格栅表面会出现锌堆积和微小锌渣颗粒,致使镀层表面粗糙,光滑度也随之下降。这种微小颗粒一般是Fe—Zn合金颗粒渣。在450℃镀锌时,铁在锌液中的饱和溶解度为0.02%,锌液中铁的含量超过此值时,会析出ζ和δ1相形成锌渣,由于这种颗粒渣与锌密度差异不大,其聚集下沉很慢,悬浮在锌液中的合金渣会夹在锌液中被制件带出,镶嵌在镀层中,从而影响钢格栅镀锌层的表面质量。锌液中铁的来源一般有锌锅的腐蚀、钢格栅构件的溶解、助镀剂中的铁离子及制件上的铁盐4方面。因此,为了获得平整光滑的镀层,必须严格控制锌液中铁含量,减少铁离子的带入,控制锌液温度,避免锌液温度的忽高忽低,降低锌锅的腐蚀速度等。一般锌液中铁含量应<0.08%[5],当锌液中铁含量>0.20%时,须降温静置并打捞锌渣。
(2)铝 铝是热镀锌中常用的添加元素。在锌液中添加不同浓度的铝可以获得不同性质的镀锌层。一般认为热镀锌时,在锌液中加入<1%(质量分数,下同)的铝可以起到下列作用:①提高镀层光亮性;②减少锌液面的氧化;③抑制脆性Fe—Zn相的形成而获得粘附性好的镀层。而在实际生产中,锌液中含有0.005%~0.020%Al就可以达到镀层光亮的目的,并可减少锌液表面的氧化和锌灰的产生。须指出,添加铝的方式宜采用Zn—Al中间合金的添加方式。往往由于添加的中间合金的质量问题以及添加铝和锌铝合金的方法不当或过快,导致锌液中形成大量的铝、铁化合物,这种密度小于锌液的锌铝铁三元“面渣”或颗粒悬浮在锌液表面而且十分粘稠,极容易粘附在钢格栅制件上,严重损害了镀层质量,此时仅靠降温捞渣是无济于事的。一旦发现这种情况应立即停止添加合金,同时采取锌液净化措施,把铝含量降下来,在情况不严重时可以考虑适当延长空冷时间,以防止镀层表面急剧水冷后出现气泡和皱纹。
(3)锡、铅 一般情况下锌锭中不含锡,仅有微量的铅。近年来一些锌合金供应商为了使镀锌温度下降,并获得白亮镀层,在所谓的多元合金中加入锡、铅。当锌液中添加了这种多元合金后,锌液面在430℃下可以出现镜面并能保持10~20 min,但在热镀钢格栅制件时,镀层表面会出现羽毛状花斑和细小难看的白斑,含锡、铅的合金添加量一旦达到0.5%时,就会出现锌花,锌灰明显增多,生产效率也下降了,给企业造成不应有的损失。铅和锡因其熔点低,含量过高时,迅速使锌液的凝固温度下降,在镀锌层冷却过程中极易形成粗大的结晶和出现龟裂纹现象,影响锌层的表面光滑度和耐腐蚀性能。晶间腐蚀对杂质铅敏感,腐蚀速度随镀层中铅含量的增加而加快,铅量达到0.02%就会出现晶间腐蚀,在镀层中沿晶界破裂而失去附着力,严重时表面会出现黄豆粒大小的气泡。因此我们在应用锌铝合金或多元合金时要弄清楚其中铅、锡、铝的含量,决定是否在锌液中添加。
(4)镍 锌液中的镍是为了解决热锓镀中因钢材中含硅出现的圣德林现象而作为合金元素加入的,是近几年来国内逐渐认同的解决镀层色差现象的一种新工艺技术。在锌液中添加锌镍合金可有效地降低锌和铁原子在ζ相中的扩散速度,因而可以控制浸镀层厚度的增长,当锌液中Ni含量为0.06%时,ζ相金属间化合物中Ni含量可达0.8%,加入Ni后ζ相的厚度增长明显得到控制,δ相的厚度相应有所增加,因而可有效地控制浸镀层厚度的增长,并能改善锌液的流动性能。因此,使用锌镍合金进行热浸镀锌的镀层厚度更加均匀,表面更光亮,锌花少。
4、镀锌工艺
钢格栅热镀锌工艺不完善的主要问题有以下4个方面:(1)酸洗后不水洗或水洗不充分,直接进入溶剂池内,使溶剂的酸性提高,铁离子增多;或者以盐酸作助镀剂,使被带钢表面上覆盖一层铁盐,带进锌液中,镀锌时形成合金渣附着在钢格栅工件表面;(2)溶剂老化,铁离子多,杂质多,若不进行过滤即与钢格栅一起进入锌液中,则使锌液粘度增大,使镀层变厚和粗糙,附着力差;(3)钢格栅工件不烘干,溶剂带水进行热镀锌时会形成Zn(OH)2颗粒,影响产品外观质量;(4)溶剂一般呈弱酸性,不加热或温度低将延长烘干时间,也会腐蚀制件表面而形成粘附的铁盐,镀锌时形成合金渣附在钢格栅工件表面,使镀层表面粗糙。
“白锈”是钢格栅镀锌层常见的缺陷,其原因主要是因镀锌工艺中缺少钝化处理,钢格栅上留有水分或者钝化液配制不合格起不到钝化作用,钢格栅水冷后没有干燥,存放在潮湿和通风不良的环境中发生电化学腐蚀而出现“白锈”或灰色粉状腐蚀沉淀物,直接影响着钢格栅产品和工程质量,这种白色或灰色粉状物主要是由碱式碳酸锌等化合物组成。
总之,热镀锌后钢格栅表面缺陷情况较复杂,产生的原因也较多,解决办法是多方面的,需要做大量艰若细致的工作,使热镀技木提高一步。
本文由安平县森驰
钢格板厂原创,如需转载请注明出处。