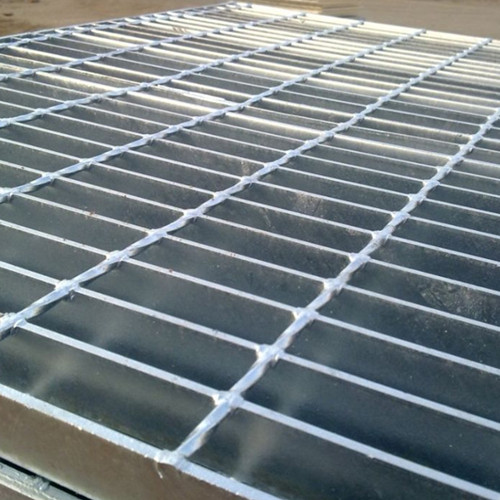
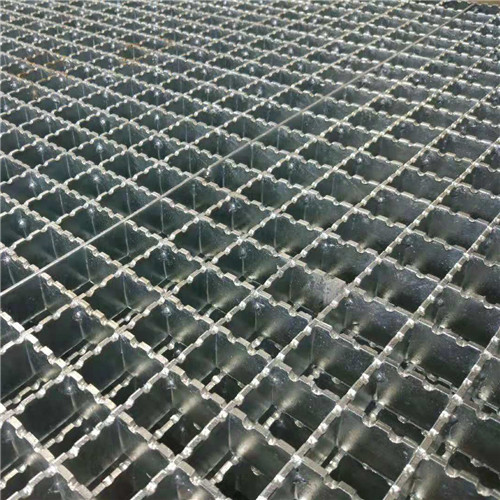
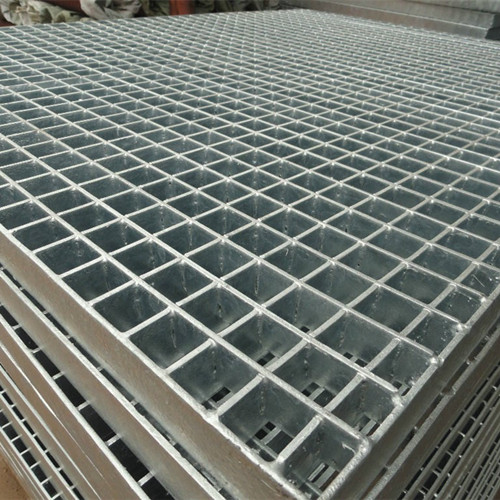
钢格板压焊机的实际操作
钢格板压焊机工作时,由扁钢支撑辊道输送过来的扁钢送入主机下层平台上的气动(或液压)梳形夹持装置中,此时平台端部升降式扁钢端部定位及对齐装置升起,将扁钢端部挡住对齐并定位,然后梳行夹持装置夹紧扁钢,此时横筋送料顶杆已将横筋顺利料槽顶入主机,并落在扁钢上,通过横筋定位装置将横筋定位在扁钢上,此时液压平台带动上电极下压,待扁钢及横筋压紧后通电,将两根横筋压入扁钢,完成第一次焊接,平台端部升降式扁钢端部定位及对齐装置下降,梳行夹持送进装置将扁钢向前送一个步距,进行第二次焊接,如此循环进行钢格板产品的焊接。
压焊机性能特点
1.工作效率高、节能性能好。每分钟可以焊接15-25横杆,焊接的回路设计非常好,能较大程度的降低能源消耗。
2.操作简单、并且显示非常直观。通过显示屏可以实现以下的功能:实时监测设备的工作情况;设定横杆的间距;横杆的数量;记录焊接的数量等。
3.焊接的过程由微机进行闭环控制,在电压不稳或者焊接负荷变化的情况下,可以自动调节电流,确保焊接电流稳定,从而提高焊接的质量。
4.具有电流恒定,电压恒定两种控制功能。可以选择多套的焊接规范。
5.可以进行三脉冲焊接控制,其中第二脉冲可以脉冲1-9次,对厚钢板的焊接性能更好。
6.具有出错自动检测功能,各种异常的情况可以直接用汉字显示。维修更加方便。
7.在没有水或者水压不足的情况下会自动保护;焊接的变压器升温时自动保护;硅问升高自动保护;电流过大自动保护。
工作过程以及结构组成
钢格板压焊设备主要由扁钢上料台、扁钢夹钳、疏子夹钳、步进机构、焊接主机、焊接变压器、半自动横杆送料装置、移动小车、切料装置机架、原板储料装置、液压站、电气系统配电柜等。按照工序分为上料工位、焊接工位、切端头工位、成品支撑工位。上料采用人工上扁钢,然后将横杆放入储料箱内,工作的时候自动送料,然后自动焊接,自动推送,原板到达切料的工位后会自动切端头,焊接完成后,人工拉出,然后放在成品支架上。