钢格栅板的连接杆我们通常称为麻花钢,实际上麻花钢还有一个学名那就是“扭绞方钢”。不管是不锈钢还是碳钢扭绞方钢我们都能通过采用扭绞方钢制作机械来实现,扭绞方钢的调直以及制作有一套严格的实际操作规范。我们先来说一下不锈钢扭绞方钢的新的制作方法和规范吧。
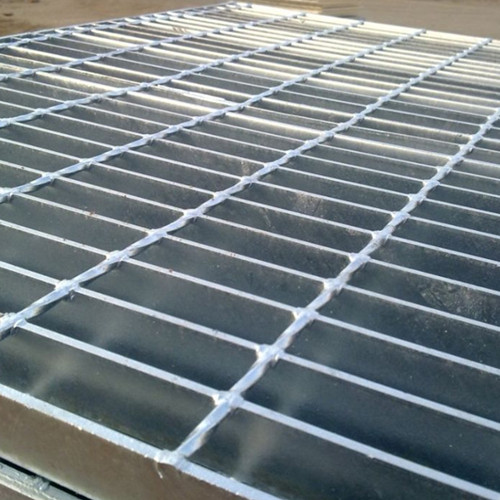
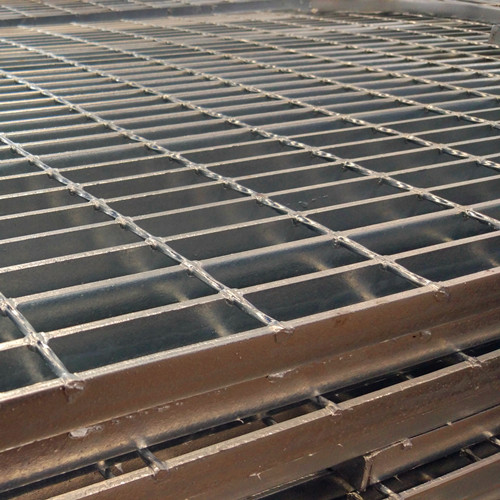
不锈钢钢格栅板广泛应用于电力、轻工、造酒、卷烟等行业中。不锈钢扭绞方钢用于制造不锈钢钢格栅板的横杆,是不锈钢钢格栅板的重要原料之一。不锈钢扭绞方钢的材质通常是0Cr18Ni9、1Cr18Ni9Ti等牌号的不锈钢。目前,我国的生产厂家通常采用的不锈钢扭绞方钢的生产工艺有2个工艺过程:1)不锈钢方钢卷→冷扭→扭绞方钢→收卷;2)不锈钢扭绞方钢卷→开卷→矫直→定尺切断。现在全新的生产工艺,连续生产出定尺不锈钢扭绞方钢,即不锈钢盘圆→冷拔、扭转复合工艺→扭绞方钢→矫直→定尺切断。该工艺技术使用的原材料为不锈钢盘圆,因为不锈钢盘圆在市场上比不锈钢方钢更容易采购,并且价格更低,所以有更大的原料优势。采用圆截面不锈钢盘圆冷拔扭转的复合工艺不是简单的拉拔、扭转组合。如果简单地将拉拔、冷扭组合,也就是先将盘圆拉拔成方形,再扭转成扭绞方钢,由于第一道的拉拔冷变形造成的加工硬化会导致不锈钢方钢内部组织的不均匀,在下一道的扭转过程中势必产生不均匀的扭绞螺旋线,所以简单组合的工艺不能生产高质量产品。为了减少收卷、开卷工序,使整个生产过程流畅、便捷,将原来2个工艺过程合成1个,实现连续生产。
冷拔与扭转在同一道工序中实现
1 冷拔冷扭复合模具设计
冷拔扭转复合工艺的核心技术是冷拔与冷扭在一道工序的中实现。采用硬质合金方形孔模具加上机械动力扭转的设计,冷拔扭转复合模具外部使用过盈配合热装模套,模套上装有齿轮,用马达驱动其旋转。
模具孔型分为4段:导入段、变形段、整理段和出模段。导入段的直径以大于进口盘圆4~5 mm为宜,导入段的作用一方面是为了让盘圆正确进入模具,另一方面使进入模具的不锈钢盘圆上粘上润滑剂。变形段是模具主要的部分,在这一段将圆形截面变成方形。整理段的作用是将变形后的表面修整得更规整,并提高变形表面的光滑程度。出模段的作用是确保变形后的扭绞方钢顺利出模,并促进润滑剂顺利从扭绞方钢上脱落。
2 冷拔扭转组合拔制力的控制
生产中为了确定拔制时拉拔的力量和拔制应力的大小,以判断是否存在拔断的危险,须计算拔制力。拔制力P主要由3种力构成:单纯消耗于形状和尺寸变化所需要的力P 1 ;克服摩擦所需要的力P 2 ;消耗于不均匀变形所需要的力P 3 。P=P 1 +P 2 +P 3 。凡是与上述3种力有关的因素都会影响拔制力,其中摩擦条件和磨具形状与拔制力的大小密切相关。
1)摩擦条件。冷拔冷扭用于克服摩擦力,约占拔制力的40%~60%,这部分力在拔制时做功发热,使模具和材料温度上升。
2)模具形状。实践证明,对于不同的变形条件,都有不同的锥角范围,在锥角范围生产,拔制力最小,超出这个范围时,拔制力变大。因为锥角对拔制力的影响与两个作用相反的因素有关。随着锥角的增加,一方面变形区的长度减小,这样摩擦面减小,正压力及相应的摩擦力减小;另一方面,正压力的水平分量增加,弯曲等附加变形的程度增加,使拔制力增加。实践表明,模具变形段的角度α<40°、出模段的角度β=60°,生产出的产品质量较好。
3 模具变形段和整理段的光滑程度
模具变形段和整理段的光滑程度和尺寸精度直接影响拉拔和冷扭的实现和不锈钢扭绞钢的产品质量,由于电火花加工后的模具内孔表面不平整,如果直接使用,拉断的可能性很大。经研磨抛光后,变形段和整理段的表面粗糙度可达0.025,并且使用了牛油—石灰润滑工艺,使冷拔和扭转变形得以实现。
4 冷拔扭转特性及改善方法
1Cr18Ni9Ti奥氏体不锈钢固溶后的抗拉强度≥520 MPa,屈服强度≥206 MPa,硬度≤HB187[1] 。在进行冷变形时加工硬化性很高,经冷变形后抗拉强度和屈服强度会大大增加,当减面率为58%~66%时,其抗拉强度提高到1 185 MPa,屈服强度提高到880~930 MPa,由于加工硬化性大,增加了继续冷变形的抗力。加工硬化性高的原因在于冷变形使奥氏体组织部分地转变为马氏体。原材料硬度较大,轻则会造成麻花间距不均匀,重则造成拉扭过程中拉断。要达到冷拔和冷扭变形的要求,实际生产中对采购的原材料(不锈钢盘圆)进行固溶处理,使钢中的碳化物溶解在奥氏体中,形成单一的奥氏体组织。
采用跟踪飞剪定尺切断
采用飞剪定尺切断,剪切长度精度可达±0.5mm。目前通常采取2个工艺过程的原因是冷扭速度和定尺切断不能同步,所以只好采用将方钢冷扭和矫直切断分别在2个过程中完成。采用跟踪飞剪定尺切断,解决了使用静止剪切机剪切的停顿,避免了分开矫直切断对扭绞方钢的磨损;采用跟踪飞剪定尺切断,实现了连续生产,减少了1道收卷、开卷工序及操作人员,提高了生产效率。用不锈钢盘圆制造定尺不锈钢扭绞方钢的连续生产技术可以采用2种飞剪机:机械挡块定位加气动离合器的飞剪;电子测长装置的滚筒式飞剪。
1)机械挡块定位加气动离合器的飞剪。工作过程:挡块上安装接近开关,当经过矫直的扭绞方钢顶到挡块时,挡块给接近开关信号,气动离合器吸合,带动剪刃闭合;同时,剪刃被沿拉拔方向的平台带动向前以与拉拔速度相同的速度前进,完成一个定尺剪切动作。这种飞剪机动作迅速,剪切精度高,偏差一般在±0.2 mm,但结构较复杂,成本较高,需要有气源配合。
2)带电子测长装置的滚筒式飞剪。这种飞剪结构相对简单,只要有一对相对运动的滚筒加上1套交流变频调速电机,通过装在测长辊上的编码器测量走过的长度,由PLC+变频器控制切断刀所在滚筒的转动速度,根据编码器测得的信号,不断调整2个滚筒的线速度,使2个对应的刀片正好在定尺长度上重合,从而将扭绞方钢切断为定尺长度。这种飞剪的精度在±0.5 mm,足以满足生产不锈钢扭绞方钢的要求。
采用交流变频调速
由于冷拔扭转的牵引动力和进入切断机的牵引动力来自于2个交流电机,2个电机的速度须匹配才能确保扭绞方钢运动线速度一致,不会产生堆积或拉断。解决的方法是采用2个变频器的同步功能。2个变频器在PLC的协调下工作,确保2组动力的牵引线速度在整个生产线上一致。通过变频调速,根据变形量大小控制生产速度,以适应不同规格的扭绞方钢生产。目前已经生产的扭绞方钢规格包括4 mm×4 mm、5 mm×5 mm、6 mm×6 mm、7 mm×7 mm、8 mm×8 mm、10 mm×10 mm。
扭绞方钢调直后需切断成客户要求的长度。切断过程由安装在方钢出口处的切断机来完成 ,切断机由偏心机构 和切断机构 组成 。动力为切断电机 ,通过皮带传动使凸轮轴 1 旋转 ,而冲头 6 在凸轮 2 的作用下作上下往复运动 。工作时 ,当扭绞方钢在达到定长时 , 即线材顶住定尺板 13 ,由于线材在输送辊的作用下继续前进 ,就将直线枪 14 向前推动 ,刀头顶部的冲头垫片 7 凸台就会移动到冲头 6 的工作行程内 ,此时通过冲头垫片 7 冲击刀头 8 ,从而切断到标准长度的扭绞方钢 。当方钢自行落下后 , 在复位拉簧 11 的作用下使切断机构回复到初始状态 ,进入下一个循环 。
采用上述调直方案和设计理论生产出来的扭绞方钢,已经在钢格栅板实际生产中得到了广泛的应用 。而且通过实际生产表明 ,扭绞方钢在调直后直线度误差不大于 5mm /m , 方钢的直线度得到显著提高 。扭绞方钢每条螺旋线间距也无明显变化 ,方钢表面粗糙度与调直前相比虽然有所下降 ,但扭绞方钢均无任何形式的划伤且圆弧角没有被磨大 。通过多次的反复实践证明 ,这种调直方式是行之有效的 , 能满足钢格栅板客户对扭绞方钢的高质量要求。
本文由安平县森驰钢格板厂原创,如需转载请注明出处。