热镀锌标准GB/T 13912-2002_纯文字版_非常适合阅读
来源:未知 作者:森驰公司 最后更新时间:2021-09-18 10:47:14 浏览:
咨询电话:131 6555 8910(微信同步)
前言
本标准修改采用ISO1461:1999《钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO1461:1999重新起草,在附录A中列出了本标准与ISO1461章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;
—取消了ISO 1461的前言;
—用“本标准”代替“本国际标准;?,
—引用了部分采用国际标准的我国标准;
—将ISO 1461:1999中的4.2和附录A的内容合并为本标准的4.1;
—将ISO1461:1999中第6章的内容分解为本标准的第6章和第7章;
—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;
—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:
—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;
—对热浸镀锌生产过程提出了安全要求;
—要求每个漏镀面的面积不应超过10cm,;
—修复层的厚度应比镀锌层要求的最小厚度厚30pm以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法
1、范围
本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过2%)的技术要求和试验方法。
本标准不适用于下列情况:
a)连续式热浸镀生产的板材、带材、线材、管材和棒材;
b)采用特殊标准的热浸镀锌产品:
c)有附加要求或有与本标准要求不一致的热浸镀锌产品。
注:某些产品标准可以通过引用本标准号或修改本标准的部分条款来规定产品的热浸镀锌层。
本标准对热浸镀锌产品的后处理和附加保护涂层未做规定。
2、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T470锌锭(eqv ISO 752)
GB/T4955金属覆盖层覆盖层厚度测量阳极溶解库仑法(eqv ISO 2177)
GB/T4956磁性金属基体上非磁性覆盖层厚度测量磁性法(eqv ISO 2178)
GB/T6462金属和氧化物覆盖层横断面厚度显微镜测量方法(eqv lSO 1463)
GB/T9793金属和其他无机覆盖层热喷涂锌、铝及其合金(eqv ISO 2063)
GB/T12334金属和其他无机覆盖层关于厚度测量的定义和一般规则(eqv ISO 2064)
GB/T13825金属覆盖层黑色金属材料热镀锌层的质量测定称量法(nqv ISO 1460)
GB/T18253钢及钢产品检验文件的类型(eqv ISO 10747)
ISO2859-1特性检查的抽样程序第1部分:按可接受的质量水平(AQL)确定的逐批检查抽样方案
ISO2859-3特性检查的抽样程序第3部分:不连续批的抽样程序
3术语和定义
GB/T12334中确立的以及下列术语和定义适用于本标准。
3.1热浸镀锌hot dip galvanizing将经过前处理的钢或铸铁制件浸入熔融的锌浴中,在其表面形成锌和(或)锌一铁合金镀层的工艺过程和方法。
3.2热浸镀锌层hot dip galvanized coating采用热浸镀锌方法在钢铁件表面上获得的锌和(或)锌一铁合金镀层。注:在本标准中简称为镀层
3.3镀层的镀层的镀覆量coating mass
钢铁表面上单位面积锌和(或)锌一铁合金镀层的总质量,以g/mz表示。
3.4镀层厚度coating thickness
钢铁表面上锌和(或)锌一铁合金镀层的总厚度,以km表示。
3.5主要表面significant surface
制件上被热浸镀锌或将被热浸镀锌的部分表面,该部分表面上的镀层对于制件的外观和(或)使用性能是极为重要的。
3.6样本control sample
从检查批中随机抽取用于试验的热浸镀锌制件或制件组。
3.7基本测量面reference area
按规定次数进行检测试验的区域。
3.8镀层局部厚度local coating thickness
在某一基本测量面按规定次数用磁性法所测得的镀层厚度的算术平均值或用称量法进行一次测量所测得的镀层镀覆量的厚度换算值。
3.9镀层平均厚度mean coating thickness
对某一大件或某一批镀锌件抽样后测得镀层局部厚度的算术平均值。
注:本标准中大件是指主要表面的表面积大于2m'的制件(见6.2,7.2).
3.10镀层的局部镀覆量local coating mass
采用称量法进行一次测量所测得的某一区域镀层的镀覆量。
3.11镀层的平均镀覆量mean coating mass
按第5章规定抽样,用称量法测得的镀层局部镀覆量的算术平均值,或镀层平均厚度的换算值。
3.12最小值minimum value
在基本测量面上用称量法测得的镀层镀覆量厚度换算值中的最小值,或按规定次数用磁性法所测得的镀层厚度的算术平均值中的最小值。
3.13检查批inspection lot
简称批。指一次订货或一次交货的热浸镀锌制件。
3.14验收检查acceptance inspection
在没有其他规定的情况下,应在热浸镀锌生产厂家内对某检查批的热浸镀锌制件进行的检查。
3.15漏镀面uncoated areas
钢铁制件表面未与熔融锌发生反应的区域。
4、一般要求
4.1需方应向供方提供的资料
4.1.1必要资料
本标准的标准号。
4.1.2附加资料
需方若有特殊要求,则应提供下列资料:
a)对热浸镀锌会产生影响的基体金属的化学成分和性能(参见附录C);
b)主要表面的标定,可利用图纸标明或提供标有适当标记的样品;
c)表面平整与否将影响镀锌制件使用性能的区域用图纸或其他方法标明,这些不平整往往由镀锌过程中形成的锌瘤、镀锌时制件相互接触形成的痕迹等因素造成;供需双方应协商解决这些问题;
d)用样品或其他方法说明产品要求的表面光滑程度;
e)是否有特殊预处理要求;
f)是否有特殊的镀层厚度要求(见6.2中注和附录C);
B)是否允许经离心或爆锌处理的镀层厚度达到表3而不是表2要求;
h)热浸镀锌后是否还要进行后处理或涂装(见6.2.3,附录C.4和附录C.5);
i)抽样方法(见第5章);
j)合格证书是否要求与GB/T18253的规定一致。
供方应根据需方要求提供包括修复方法(见6.3.2和附录C.5)在内的有关资料。
4.2基体金属
基体金属的化学成分、表面状况、制件的重量及镀锌条件都将影响镀层的外观、厚度、组织结构及物理/力学性能。本标准没有对这些提出具体的要求,供需双方可参照附录C对基体金属的选择及镀锌条件进行协商。
4.3热浸镀锌浴
用于热浸镀锌的锌浴主要应由熔融锌液构成。熔融锌中的杂质总含量(铁,锡除外)不应超过总质量的1.500。所指杂质见GB/T 470规定。
4.4安全
在热浸镀锌的生产过程中应按附录D的要求采取安全措施。
注:I SO14713给出了钢铁热浸镀锌层的选用指南。
ISO12944-5包含有关钢铁热浸镀锌层上涂装的信息(参见附录F)。
5抽样
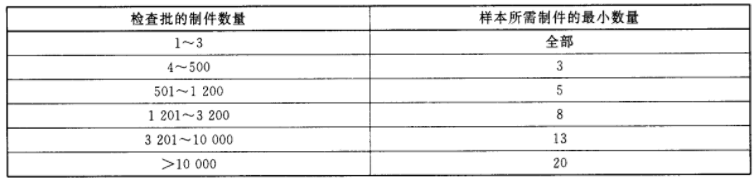
用于镀层厚度试验的样本应从每一检查批(见3-6)中随机抽取,应按表1要求从每一检查批中抽取不少于最小数量的制件组成样本。
表1按批的大小确定样本大小
除非订货时需方提出其他要求,验收检查应在产品离开镀锌厂家之前进行。
6镀层的要求
6.1外观
目测所有热浸镀锌制件,其主要表面(见3.5)应平滑,无滴瘤、粗糙和锌刺(如果这些锌刺会造成伤害),无起皮,无漏镀,无残留的溶剂渣,在可能影响热浸镀锌工件的使用或耐腐蚀性能的部位不应有锌瘤和锌灰。
注1:“粗糙”和“平滑”是相对概念,制件镀层的粗糙度不同于经机械辊挤或(和)吹、抹的镀锌制品(如镀锌钢板和镀锌钢丝)的粗糙度。
只要镀层的厚度大于规定值,被镀制件表面允许存在发暗或浅灰色的色彩不均匀区域。潮湿条件下储存的镀锌工件,表面允许有白锈(以碱式氧化锌为主的白色或灰色腐蚀产物)存在。
注2:不可能确立一个能橙盖所有实际要求的关于外观和精饰的定义目查外观,检查不合格的制件应按6.3.2进行修复或重镀后再交送重新检查。
若有特殊要求(例如镀锌后需要涂装),应按要求提供样品(见4.1.2和附录C.1.4),
6.2厚度
镀层的厚度试验应按第5章规定数量抽样,并按7.2规定的试验方法进行试验。根据热浸镀锌制件主要表面(见3-5)面积的大小,试验测得的镀层厚度应分别达到以下要求:
a) 对于主要表面(见3-5)面积大于2m,的制件(即大件),样本中每个制件的所有基本测量面(见3-7)内测得的镀层平均厚度应不低于表2或表3中相应的平均镀层厚度的最小值;
b) 对于主要表面(见3-5)面积小于或等于2m,的制件,在每个基本测量面(见3.7)内测得的局部镀层厚度应不小于表2或表3中局部厚度最小值,在样品的所有基本测量面(见3.7)测得镀层平均厚度应不低于表2或表3相应平均厚度最小值。
注:热浸镀锌层防腐蚀时间的长短大致与镀层厚度成正比。在极严酷的腐蚀条件下服役和(或)要求更长的服役时间的制件,其镀层厚度要求可以高于本标准的规定要求。但是镀锌层的厚度要受基材的化学成分、制件的表面状况、制件的几何尺寸、热浸镀工艺参数等因素的限制。当需要较厚镀层时,供需双方应探讨热浸镀技术上的可能性并注明相关技术条件(参见附录C),
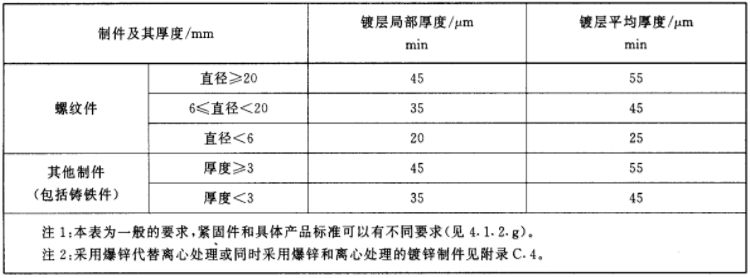
表2未经离心处理的镀层厚度最小值
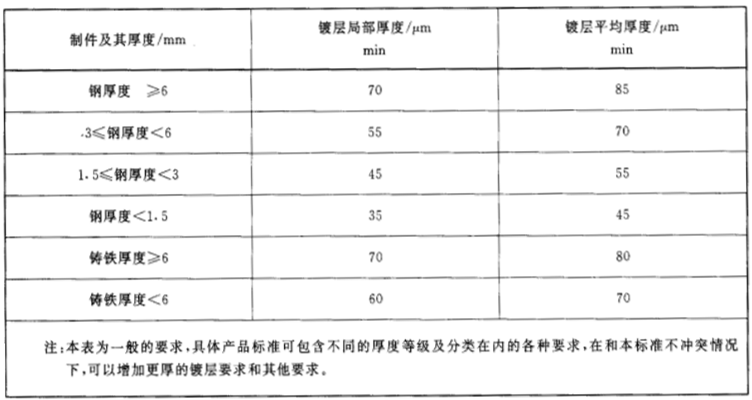
表3经离心处理的镀层厚度最小值
6.3漏镀和修复
6.3.1漏镀
热浸镀锌制件漏镀面的总面积不应超过制件总表面积的0.5%。每个漏镀面的面积不应超过10 cm²。当供需双方没有其他协议时,若漏镀面积大于上述规定值,这些制件应予重镀。
6.3.2修复
热浸镀锌制件表面若存在漏镀面,应采用热喷涂锌、涂敷富锌涂料或融敷锌合金等方法对漏镀面进行修复(见附录C.5)。除非需方另有特殊要求,如:热浸镀锌以后还要进行涂装处理或修复层的厚度必须与原镀锌层的厚度相同,修复区域内锌的涂(覆)层厚度一般应比表2或表3中要求的相应的镀层局部厚度厚30 um以上。修复涂层应能在钢的使用过程中给予钢材以牺牲性阳极保护。
修复前,应去除漏镀区域内的氧化皮和其他污物,或采用其他前处理方法,以保证修复层与基体间的附着力。若采用热喷涂锌修复,则应按GB/T 9793要求进行。
供方应将修复方法告之需方。若需方有特殊要求,则应在修复前要求供方告知修复方法。
破损面的修复方法建议参见附录C.5,
6.4附着力
一般厚度的热浸镀锌工件在正常工作条件下应没有剥落和起皮现象。镀锌后再进行弯曲和变形加工产生的镀层剥落和起皮现象不表示镀层的附着力不好。
若需方有特殊要求,必须测试附着力,则由供需双方协商。
6.5验收准则
按7.2.2的要求选取若干基本测量面,在这些基本测量面上按7.2.3规定的试验方法进行试验,所测的镀层厚度不应小于表2和表3所规定的值。除非在有争议的情况下,或供方许可切割其制件做称量法试验,否则都应采用非破坏性试验方法。当制件的钢材厚度不同时,则每一厚度范围的制件都应视为单独的处理批次,其镀层厚度都应分别达到表2和表3中的相应的值。
如果样本的镀层厚度不符合这些要求,则应在该批制件中双倍取样(制件数少于最低取样数则取全部制件进行试验)。若这一较大的样本通过了试验则视该批制件合格;若通不过,则不符合要求的制件应报废,或经需方允许重镀。
7、试验方法
7.1外观试验
采用校正视力在正常的阅读环境下目查。
7.2镀层厚度试验
7.2.1一般试验条件
在制件的尺寸允许的情况下镀层的厚度测量不应在离边缘少于10 m m的区域、火焰切割面或边角进行(见附录C.1.2)。
7.2.2基本测量面(见3.7)
为了获得尽可能具有代表性的镀层平均厚度(见3-9)或镀覆量(见3.11),采用磁性法或称量法测量镀层的厚度时,基本测量面的数量、位置及尺寸应根据制件形状和大小确定。对样本中较长制件,其基本测量面应在离其每端大约100m m,大致接近中心线的位置获取,并应包括制件的整个横截面。基本测量面的数量取决于样本中各制件的尺寸,应按以下规定确定:
a) 主要表面(见3.5)面积大于2m²,的制件(即大件)样本中的每个制件至少应取3个基本测量面;
b) 主要表面(见3.5)面积大于10000mm²-2m²(包括2m²)的制件样本中每个制件应至少取一个基本测量面;
c) 主要表面(见3.5)面积为1000mm²-10000mm²(包括10000mm²)的制件样本中每个制件应取一个基本测量面;
d) 主要表面(见3-5)面积小于1000mm²的制件应由足够数量的制件共同提供至少1000mm²的面积作为一个单独的基本测量面。基本测量面的总数应按表1最后一列来取。因此,用于测量的制件总数等于提供一个单独的基本测量面所需的制件数乘以表1最后一列提供的数量,这一用于测量的制件总数与检查批(见3.13)的大小有关(如果批不大,也可取全部的制件用于进行试验)。如果不采用上述规定,也可以按ISO 2859-1或ISO 2859-3规定的抽样程序进行。
注:10000mm²=100cm²;
1000mm²=10cm²;
2m²典型的表示为200cm*100cm;
10000mm²典型的表示为10cm*10cm;
1000mm²典型的表示为10cm*1cm.
7.2.3厚度测量方法(参见附录E)
镀层的厚度可采用以下方法测量:
a) 称量法 是仲裁的方法,按GB/T 13825要求进行。按本方法测得的镀锌层的镀覆量应按镀层的密度(7-2g/cm')换算成镀层的厚度(参见附录E.2)。本方法是破坏性试验方法。在制件数量少于10件的情况下,如果称量法可能牵涉到制件损坏和由此发生的补救费用令需方不可接受,则需方不应勉强接受称量法。
b) 磁性法 是非破坏性试验方法,按GB/T 4956要求进行。测量时,其基本测量面应置于能够为称量法所选中作为基本测量面的典型区域内。在每个不小于1 000 m m,的基本测量面内采用磁性法测厚时,应至少取5个测量点测厚,其算术平均值即为该基本测量面的镀层局部厚度(见3.9)。只要该平均值不低于表2或表3中局部厚度所要求的值,允许个别测量点上的测量值低于表2或表3中的值。磁性法最适用于在工厂内进行在线质量控制。由于用该方法测量的每个区域都非常小,个别测量值可能低于镀层的局部厚度或平均厚度值。如果用磁性法在一个基本测量面内进行了足够次数的测量,测得的局部厚度值趋近于用称量法测得的值。
c) 横截面显微镜法 是破坏性试验方法而且仅仅代表某一点,所以不适用大件或贵重件的常规检查,但可观察某点的金相,按照GB/T 6462要求进行。
d) 阳极溶解库仑法 是破坏性试验方法,按照GB/T 4955要求进行。
注:也可采用电磁法,电磁法是非破坏性试验方法(参见附录E.1)。
在上述测量方法中,破坏性试验方法会对热浸镀锌制件造成损坏,一般情况下应采用非破坏性试验方法,但是,若产生争议,则应采用称量法仲裁。若制件很小,必须要5个以上制件的主要表面积之和才能达到1000mm,,在每个制件都有适合于磁性法的基本测量面的条件下,可采用磁性法,否则应采用Gs/T 13912-2002称量法。镀层厚度与镀覆量的换算方法参见附录E。
7.3附着力试验
只要镀锌层与基体的附着力能满足制件在使用和一般操作条件下的要求,通常不需专门测试镀锌层和基体之间的结合力。
若需方有特殊要求,可由供需双方协商确定附着力的试验方法(参见附录C.6)。附着力试验应在主要表面和使用过程中对附着力有一定要求的区域内进行。
8合格证书
根据需要,热浸镀锌厂家应提供符合本标准要求的证书。
附录A
(资料性附录)
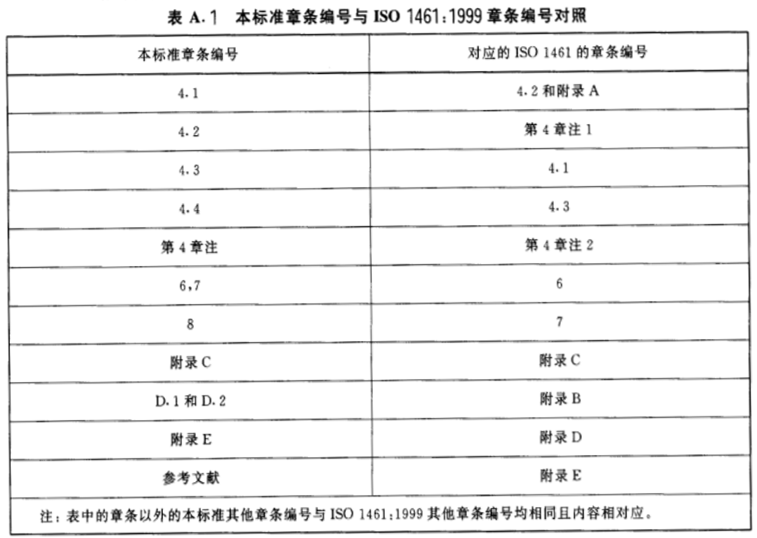
本标准章条编号与ISO 1461:1999章条编号对照
表A.1给出了本标准章条编号与ISO1461:1999章条编号对照一览表。
附录B
(资料性附录)
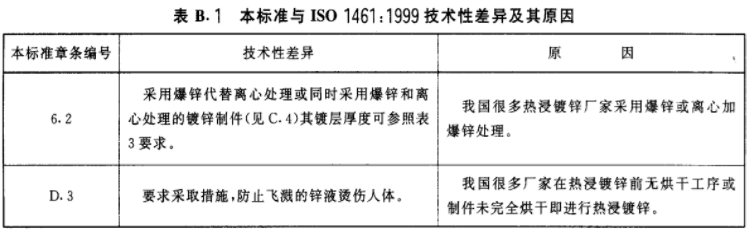
本标准与ISO1461:1999的技术性差异及其原因
表B.1给出了本标准与ISO1461:1999的技术性差异及其原因
附录C
(资料性附录)
热浸镀锌的影响因素
C.1基体金属
C.1.1成分
碳钢、低合金钢及灰口铸铁和马口铸铁一般都适合热浸镀锌,其他铁基金属需热浸镀锌时,需方应向供方提供资料或样品,以决定这些钢热浸镀锌后是否能获得满意的结果。含硫的易切削钢不适合热浸镀锌。
c.1.2表面状态
进入热浸镀锌浴之前的基体金属表面应干净。酸洗是清洗表面的推荐方法,但是应避免过度酸洗。不能酸洗掉的表面污物,如:碳膜(如轧制油的残余物)、油污、油漆、焊渣以及类似的污染物应在酸洗前去除,去除这些杂质的责任应由供需双方商定。
铸铁件表面应尽可能无孔隙和缩孔,并应采用喷砂、抛丸、电解酸洗或其他适用于铸铁件的方法进行清理。
C.1.3钢材的表面粗糙度对镀锌层厚度的影响
钢表面粗糙度对镀层厚度和镀层结构有影响,基体金属表面不均匀性在热浸镀锌之后一般仍会保留。
钢材在酸洗前进行喷砂、粗磨等处理可获得粗糙表面,如此处理的钢材热浸镀锌后获得的镀层要厚于仅进行酸洗处理的。反之,表面光滑的制件较难获得较厚的镀锌层。
火焰切割改变了火焰切割区域内钢材的组织和成分,以至于该区域内难以得到6.2以及表2和表3规定的镀层厚度,为了得到规定的镀层厚度,可磨去火焰切割表面后再热浸镀锌。
C.1.4基体金属中的活性元案对镀锌层厚度及外观的影响
大多数钢都能满意地热浸镀锌,但是钢中的一些活性元素会影响热浸镀锌,如硅(Si)和磷(P),钢材的表面成分将会影响镀锌层的厚度和外观。在一定的成分范围内,硅和磷可能会导致形成不均匀的光亮和(或)暗灰色镀层。这些部位的镀层可能较脆较厚。法国标准NF A35-503:1994(见参考文献)给出了可适用于热浸镀锌的钢及其性能指南,但是关于钢中特殊元素影响的研究仍在进行之中仁参见ISO 14713(见参考文献)〕。
C.1.5基体金属中的内应力
基体金属中部分应力在热浸镀锌过程中会被去除,同时可能会引起镀锌制件的变形。
钢制件经一定程度的冷加工(例如弯曲)后会变脆,这取决于钢的种类和冷加工程度。热浸镀锌是一个热处理过程,如果被镀钢材对形变时效敏感,会加速形变时效的发生而使钢铁制件脆化。为了避免这种脆化危险,可使用对形变时效一硬化不敏感的钢。如果认为某种钢对形变时效敏感,在可能的情况下应避免深度冷加工;若不能避免深度冷加工,则应在酸洗和热浸镀锌之前进行去应力热处理。
注:形变时效硬化敏感性和随之产生的脆性增加主要是由钢中氮所引起,更确切地说极大地取决于钢的生产过程.在现代化工业生产中,一般不会产生此类问题。铝镇静钢可将形变时效降到最低程度.
经过热处理和冷加工强化的钢在热浸镀锌的同时还会受热回火而使经热处理或冷加工获得的强度降低。
淬火钢和(或)经深度拉伸的钢会有内应力,如此大的内应力可使酸洗和热浸镀锌过程增加钢制件在锌浴中开裂的危险性。在酸洗和热浸镀锌之前对制件进行消除应力处理可以减小这种开裂风险。但是对此类钢材进行热浸镀锌处理时应向专家咨询。
结构钢一般不会在酸洗时由于吸氢而产生脆断,残留的氢(即使有的话)一般不会影响结构钢。对于结构钢而言,被吸入的氢在热浸镀锌过程中会被释放出去,如果钢的硬度高于34HRC、3 40HV或325HB(见ISO 4964),在前处理中应尽量将吸氢量降到最低程度。
对于防止脆断而言,如果某个地方的经验表明,特殊的钢材、预处理、热处理和机械处理、酸洗以及热浸镀锌方法可以获得满意的结果,则这些经验对于其他地方相同的钢材、预处理、热处理和机械处理、酸洗以及热浸镀锌方法将具有指导作用。
C.1.6制件几何尺寸的影响
大尺寸和常规制造方法制成的厚钢件的冶金学性质这两个因素要求制件在热浸镀锌浴中停留较长的时间,这会导致形成厚的镀层。
c.1.7热浸镀锌工艺
作为热浸镀锌处理技术的一部分,在热浸镀锌浴(符合4.3的要求)中加入少量合金元素,可以显著地降低硅和磷的不利影响(见C.1.4)或改善镀层外观。这些可能添加的元素不影响热浸镀锌层的一般质量,耐腐蚀寿命和镀锌产品的力学性能,对此类添加元素无需进行标准化。
C.2设计
C2.1总则
热浸镀锌制件的设计应适应热浸镀锌工艺,在设计和制造热浸镀锌产品之前,需方应向热浸镀锌厂家进行咨询,因为可能有必要使制件的结构适合于热浸镀锌工艺。
C.2.2配合螺纹件的尺寸公差
有两种不同的预留加工的余量方法:一是下切外螺纹;二是上切内螺纹。如果是紧固件可参见有关紧固件的规定和标准。一般情况下有配合要求的螺纹件上应预留加工余量,以容纳镀层厚度。对热浸镀锌后加工出或再加工出的内螺纹上的镀层不做要求。
螺纹元件的镀层厚度指的是螺纹元件经热浸镀锌之后立即进行离心或爆锌处理而获得的镀层厚度,进行这样的后处理的目的是保证螺纹清洁。
注1:内外螺纹件配合在一起时,外螺纹件上的锁层可对内螺纹形成阴极保护,因此不要求内螺纹上有镀锌层。
注2:经热浸镀锌的螺纹件应有足够的强度以满足原设计的要求。
C.2.3工艺加热的影响
在热浸镀锌浴中加热会受到不利影响的材料不应热浸镀锌。
C.3热浸镀锌浴
在有特殊要求的场合,需方可规定镀锌浴或镀锌层中的添加元素或杂质的含量。
特别是要对锅炉(即热水贮槽和罐)进行热浸镀锌处理并将其与热浸镀锌钢管一道用于饮用水系统的情况下,需方可要求其镀层成分同样符合EN10240见参考文献)对管子镀层提出的成分要求。
C.4后处理
一般情况下,当制件还是热的和湿的状态时,制件不应堆集在一起。小制件可散放在料筐中或置于料架上,从热浸镀锌浴中取出后立即离心甩掉或爆除多余的锌。
为了防止制件在潮湿环境中存放时表面产生白锈,不再涂装的制件镀锌之后应进行适当的表面处理。
如果制件镀锌后要涂漆或粉末喷涂,需方应在热浸镀锌之前告知供方。
C.5漏镀面和损伤面的修复
若制件镀锌后需要涂装,供方应告知需方允许对损伤面进行修复,还应告知修复漏镀或损伤区域的推荐方法和材料。需方和后续涂层的涂覆方应保证后续涂层体系与所采用的修复方法和材料的相容性。6.3规定了修复层厚度的验收要求。损伤面的现场修复可以采用同样的方法进行。修复面的大小应与漏镀面的大小一致;如果某一尺寸的漏镀面是可以接受的,则同样大小的修复面也应是可以接受的。
C.6附着力试验
镀层与基体结合力强是热浸镀锌工艺的特点,所以通常不需测试镀锌层和基体之间的结合力。但是一般厚度的热浸镀锌工件在使用和正常操作条件下应没有剥落和起皮现象。若必须测试结合力,例如:制件在使用和安装过程中要承受较大的机械应力,则供需双方可参照被镀制件的服役条件协商选定适当试验方法。刻划十字的试验方法对评价镀层的机械性能有一定的参考意义,但是在某些条件下试验的要求要高于使用要求。另外也可采用锤击法和锉刀法。
任何建议的附着力试验都应取得供需双方同意,并应符合实际的工况条件。
附录D
(规范性附录)
安全要求
D.1热浸镀锌生产过程应按国家有关安全、环保和人体健康的法规和标准要求进行。
D.2严禁对包含有封闭内腔的制件进行热浸镀锌,除非在封闭内腔上适当开孔,以防止封闭内腔内的空气受热后压力增加产生爆炸。另外,适当开孔可保证热浸镀锌后,内腔内的锌液能顺利地流出。在国家的安全和健康法规未具体涉及内腔的排气和导流问题的情况下,需方应提供开孔的方法或其他处理措施,否则由供方自行处理。开孔排气导流的方法可参见ISO 14713(见参考文献)。
D.3未经完全烘干的制件,表面会残留溶剂的水溶液或其他水分,进入锌浴后会爆炸,应采取措施防止飞溅的锌液烫伤人体。
附录E
(资料性附录)
厚度测定
E.1总则
镀锌层厚度的检测方法有破坏法和非破坏法(无损测厚法)。
最常用的非破坏法是磁性法(参见6.2和GB/T 4956)。电磁法也是一种非破坏试验方法(参见ISO 2808)。
破坏法包括称量法(参见GB/T 13825)、阳极溶解库仑法(参见GB/T 4955)和横断面显微镜法(参见GB/T 6462)。
应仔细研究第3章,特别是对使用磁性法得到的局部厚度和平均厚度的关系有争议时,其测量结果应以称量法为准。
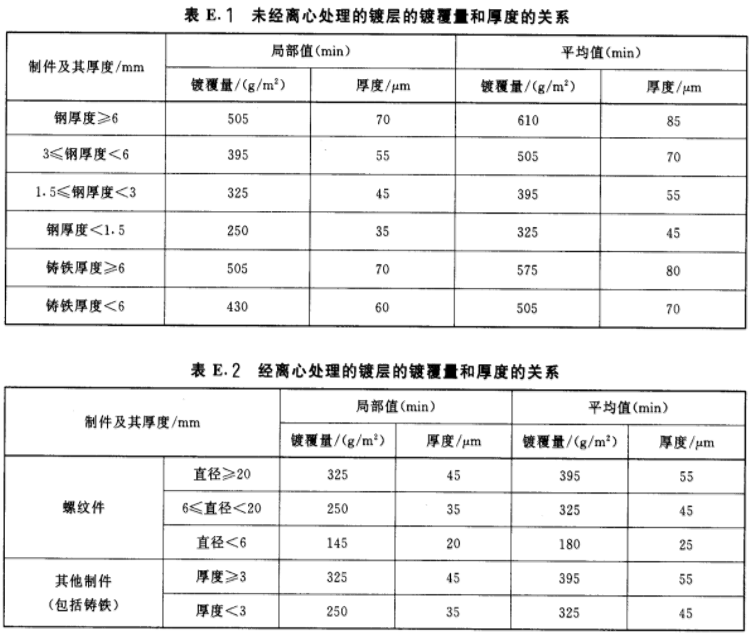
E.2单位面积镀层镀覆量与镀层厚度之间的换算(参考方法)
用GB/T 13825规定的称量法可测出单位面积镀层的镀覆量,用g/m²表示,除以镀层密度(7.2g/cm³)可将镀层的镀夜量换算成镀层厚度。与表2和表3中镀层厚度对应的近似镀层的镀覆量见表E.1和表E.2。
参考文献
ISO 2808:1997色漆和清漆漆膜厚度的测定
ISO 4964:1984钢硬度换算
ISO 14713:1999钢铁结构件腐蚀防护锌和铝镀层指南
ISO 12944-4:1998色漆和清漆钢结构涂装体系的腐蚀防护第4部分:表面和表面准备的类型
ISO 12944-5:1998色漆和清漆钢结构涂装体系的腐蚀防护第5部分:保护涂装体系
EN 10240钢管的内和(或)外保护层自动化设备镀覆的热浸镀锌钢管技术要求
NFA35-503:1994铁和钢—热浸镀锌用钢
本文由安平县森驰钢格板厂整理,内容摘抄至网络。