简介
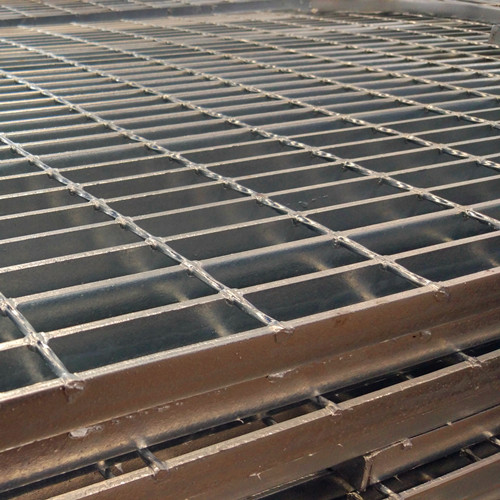
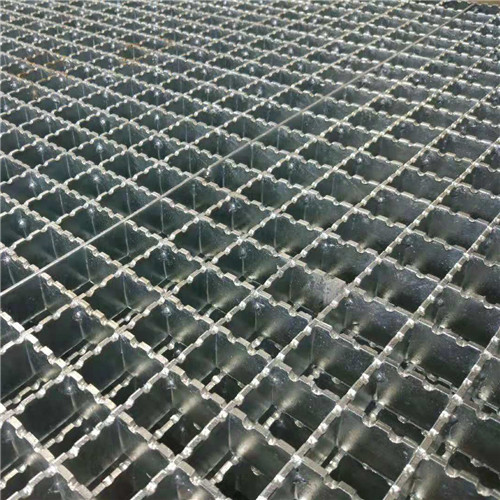
钢格栅是采用Q235低碳扁钢与麻花钢交叉焊接制作成的一种钢铁制品,除了可以使用Q235钢铁材质以外还可以使用不锈钢材质或铝材质制作。麻花钢作为钢格栅的横杆也可以使用圆钢或者扁钢代替。
钢格栅具有自重轻、承载力强、可以自由定制各种尺寸与形状来满足用户各种场合的应用。
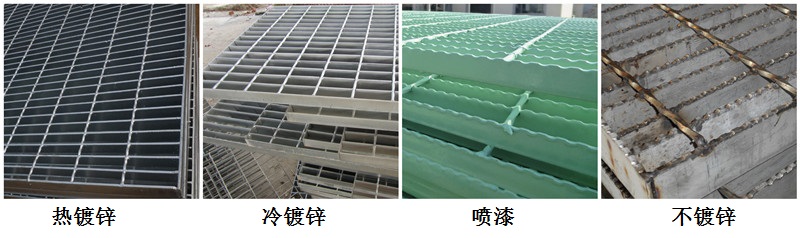
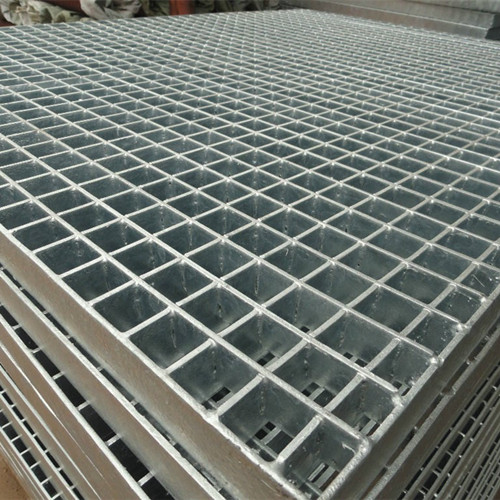
表面处理
钢格栅的表面处理方式分为热镀锌、电镀锌(冷镀锌)、喷漆、和不处理等几种方式,根据不同的规格及处理方式,钢格栅的价格也不一样。
用途
钢格栅适用于冶金、建材、电站、锅炉、造船、石化、化工、及一般的工业厂房、市政建设、污水处理等行业。它特有的通风透光、防滑、承载力强、美观耐用、易于清扫、安装简便等特点受到了国内外各行业的广泛应用。主要应用在作业平台、梯踏板、扶栏、通道地板、铁路桥道、高空塔架平台、排水沟盖、井盖、道路隔栅、立体停车场、机关、学校、工厂、企事业单位、运动场、及市政建设等行业。
生产标准
中国:YB/T4001.1-2007标准
英国:BS4592-1-1995标准
美国:ANSI/NAAMM(MBG531-88)标准
另外澳大利亚和新西兰也有各自的标准。
生产工艺
1、在负载扁钢和横杆的每个交点
处,应通过焊接、铆接或压锁将其固定。
2、钢格栅的焊接优先采用压力电阻焊,也可采用电弧焊。
3、钢格栅的压锁可采用压力机将横杆压入负载扁钢将其固定。
4、钢格栅应根据用户的需要,加工成各种尺寸的形状。
5、负载扁钢的间距和横杆的间距可由供需方根据设计要求确定。作工业平台,建议负载扁钢的间距不得大于40mm,横杆间距不得大于165mm。
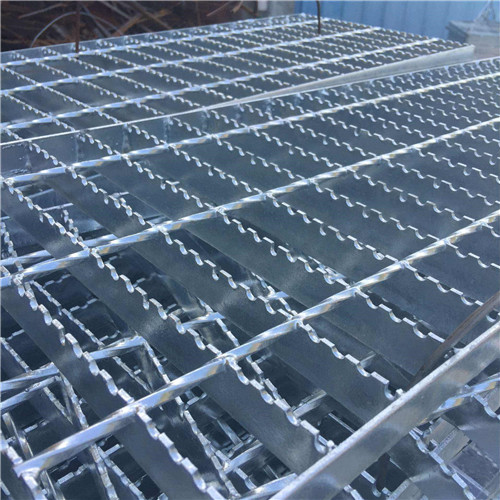
在负载扁钢的端头,应使用与负载扁钢同规格的扁钢进行包边。在特别使用的场合,可使用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边采用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不承受荷载的情况下,允许间隔4根负载扁钢焊接一处,但间距不得大于150mm。在包边板承受荷载的情况下,不允许间隔焊接,而且须满焊。楼梯踏步板的端边板须单面满焊。与负载扁钢同向的包边板,须与每一根横杆焊接。钢格栅中的切口、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有前沿包边护板,须贯穿整个踏步。钢格栅的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格栅的负载扁钢,可以带有齿型,以增加钢格栅的防滑力,齿型扁钢在每100mm内不能少于5齿。齿型尺寸平台上的钢格栅的最小宽度不得小于300mm。
按材质分类
钢格栅按生产材质可以分为Q235材质、不锈钢材质、铝材质或铜材质。
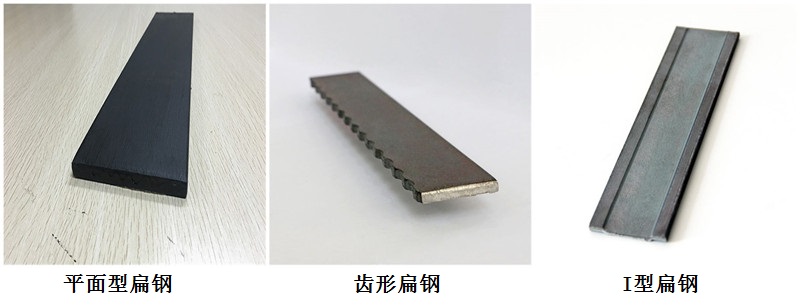
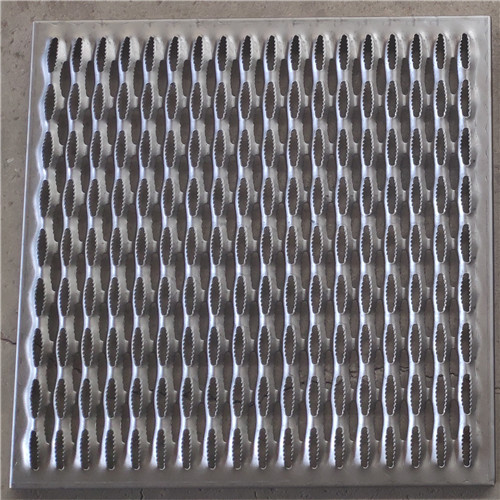
按扁钢分类
钢格栅按扁钢规格可以分为平面型扁钢、齿形扁钢、I型扁钢等几种。
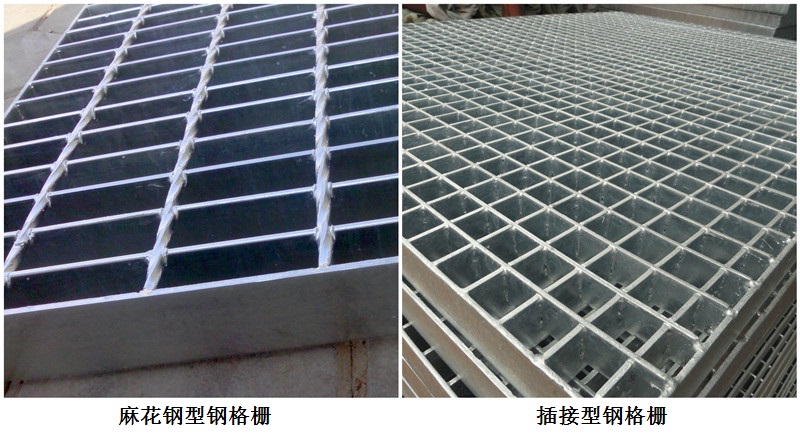
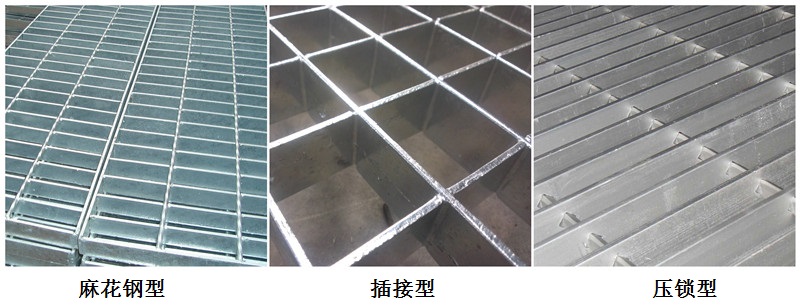
按制作方式分类
按制作方式分类可以分为麻花钢型、插接型、和压锁型。
制作方式
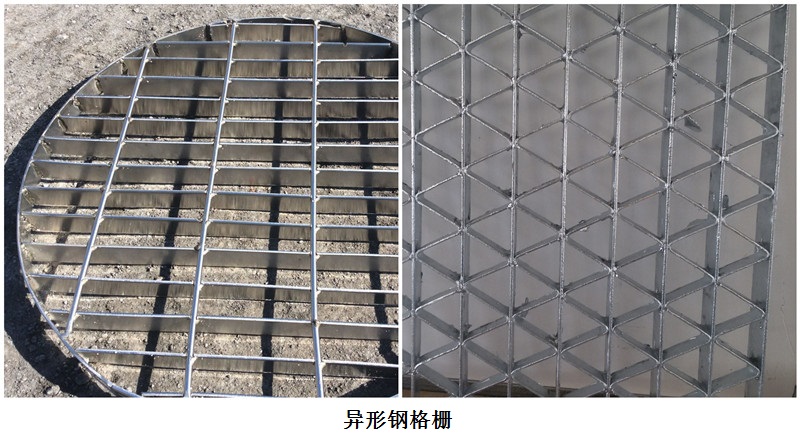
钢格栅分为手工焊接制作和机器压焊两种制作方式。
手工焊接的钢格栅主要适用于异形钢格栅、外形尺寸不规则的产品。配合全自动下料机可以使异形钢格栅在制作过程中原材料的浪费降到最小。
机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度很高的好品质钢格栅。