GB/T13912-2002 中规定: “用于镀锌层厚度试验的样本应从每一检 查批中随机抽取, 应按要求(见表)从每一检查批中抽取不少于最小数量 的钢铁工件组成样本。”
(二)热镀锌层厚度测量方法
1、热镀锌各种工件的最小平均镀锌层重量
2、镀锌层基本测量面
GB/T13912-2002 中表明: 基本测量面是指“按规定次数进行检测试 验的区域”,其数量与样本中各钢铁工件的几何尺寸有关,由钢铁工件 上主要表面的面积大小决定。
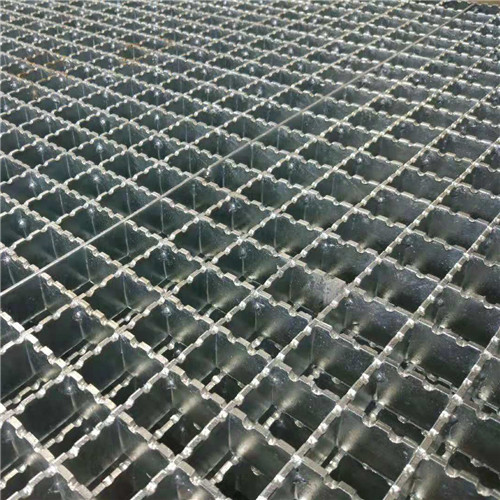
该热镀锌表面的镀锌层对钢铁工件的外观和使用性能是极重要的。
3、镀锌层厚度和镀锌层重量关系表
4、镀锌层厚度测量方法
在热镀锌工件尺寸允许的情况下, 镀锌层厚度的测量不应在离边缘 小于 10mm 的区域、火焰切割面或边角进行,因为这些部位的镀锌层往 �往会偏离正常情况。 例如, 火焰切割会改变切割表面钢材的组织和成份, 使该处难以得到规定的镀锌层厚度;为了改变这种情况,需磨去火焰切 割表面层再热镀锌。
检测镀锌试样上镀锌层的重量和厚度有几种试验方法可供选择, 其 中有的试验方法是非破坏性的,如磁性测厚法;有的试验方法则需除去 锌镀锌层或者切割热镀锌工件,是破坏性的,如称量法、金相法。
GB/T13912—2002 中指出, “破坏性试验方法会对热镀锌工件造成破坏, 一般情况下应采用非破坏性试验方法,但是,若产生争议,则应采用称 量法仲裁”。"除非在有争议的情况下,或供方许可切割其钢铁工件作 称量法试验,否则都应采用非破坏性试验方法”。 总之,检测试验方 法的选择要视镀锌工件的尺寸、形状和数量而定。
5、镀锌层磁性测厚法
用镀锌层测厚仪来测量镀锌层厚度, 试验方法按 GB/T4956 《磁性钢 铁基体上非磁性覆盖层厚度测量磁性法》要求进行。这种测厚试验是一 种非破坏性试验,很适用于热镀锌生产的在线质量控制。镀锌层测厚仪 便于携带,在远离试验室的室外使用也极其方便。
测量时, 在每个不小于 10cm2 的基本测量面内至少取 5 个测量点测 厚, 取该基本测量面内全部测点测量值的算术平均值为该基本测量面的 镀锌层局部厚度。
�每个样品所有基本测量面的镀锌层平均厚度应该不低于标准中相 应的规定。如果样品是由不同厚度的钢组合而成的,则每种厚度部分的 镀锌层厚度应分别符合标准中相应的厚度要求。
用磁性测厚仪可以快速简便地测量热镀锌层的厚度。 为了使测量值 可靠,这些磁性测厚仪要用己知厚度的无磁性的标准校验片进行校准, 并且按照制造商的使用说明书操作。
常见的一类磁性测厚仪是电子式的,其原理是:磁性测厚仪的磁 性探测头与被镀覆的钢铁基体之间分隔距离发生变化后, 它们之间的磁 通量也将发生变化, 测厚仪内一个带温度补偿的磁传感器则测出磁通量 的改变, 探测信号通过电子线路放大并将其转换为镀锌层厚度值显示出来。
电子式磁性测厚仪典型精度是±5。
另一类磁性测厚仪是磁力平衡式的,见图。将测厚仪紧靠在热镀锌 工件上,使得磁体末端与镀锌层表面垂直接触,磁体对基体的吸引力大 小取决于镀锌层厚度。慢慢旋转刻度环,当与磁体相连弹簧的张力刚好 超过磁体和镀锌样品基体之间的吸引力时,磁体端部从镀锌层表面脱 开,此时立即停止旋转刻度环。磁体端部即与镀锌层表面脱离接触由指 示器显示,操作人员也可以听到和感觉到。与弹簧张力相对应的镀锌层 厚度已标定在刻度环上,可直接读数,单位为 um。
�这类仪表的优点是:刻意测量任意位置的镀锌层厚度,测厚精度通 常是读数的±10%。
▲为了尽量避免磁性测厚仪可能产生的误差, 维护和使用时必须注 意以下几点:
(1)按照制造商提供的使用说明书仔细地操作及维护测厚仪。
(2)测厚仪必须经常用已知厚度的无磁性薄膜进行校准。
(3)切勿将磁性测厚仪暴露在强的交直流电磁场中,以免磁体发生 变化,从而影响测厚仪的准确度。
(4)如果热镀锌工件的钢铁基体材料厚度小于测厚仪要求的临界厚度,那么应该在基材的背面用同质材料垫厚,或者将测厚仪在热镀锌工 件原材料的一个样品上重新进行校准后再使用。
(5)不应该在靠近热镀锌工件的边缘、孔洞或内角的地方测试并读数。
(6)当热镀辞工件的表面为曲面时,应该用曲面形状尺寸相同的基 体材料重新校准后再测试。
(7)测试的表面必须洁净,不能有尘土污垢、油脂、氧化物或腐蚀 产物。
(8)测量点应该避开镀锌层上明显凸出或不规则的部位。
�(9)应该记录足够多的读数以获得一个真实的平均值。
在 GB/T4956 和 ASTM.E376 标准中,提供了使用这些磁性测厚仪的 方法,并列出了影响测试精度的因素。
6、镀锌层称量法
镀锌层称量法又称脱锌法(Smpping method)
GB/T13912-2002 指出:“称量法是仲裁的方法,按 GB/T13825《金 属覆盖层黑色金属材料热镀锌层的质量测定称量法》要求进行”。
对使用磁性法得到的局部厚度和平均厚度的关系有争议时, 其测量 结果应以称量法为准。
按该方法测得的镀锌层的镀覆量应按镀锌层的密度(7.2g/cm3)换 算成镀锌层厚度,见表。表中的数据与 ASTM.A123/A123—01 中的数据 略有出入,在 ASTM 标准中,镀锌层的密度是以 7.1g/cm3 进行换算的。
根据 GB/T13825,将试样浸入退镀溶液中,溶解试样表面的热镀锌 层,称量镀锌层溶解前后的质量,按试样的质量损失计算试样单位面积 上热镀锌层的质量。该方法适用于表面积容易测定的试样,如钢板、钢 管、钢丝的制品。
在 GB/T13912—2002 中未提及从钢铁工件上取样的要求,在 AS90 和 ATM.A1231 中表明,可将整个钢铁工件脱锌,或从钢铁工件上取有代 �表性的可测量镀锌层面积不小于10in2(65.4cm2)的单个试样脱锌;对表 面积大于 160in2(10000cm2)的较大钢铁工件(组合件), 分别从两端以及 从靠近中间的地方共抽取若干个试样, 每个试样镀锌层厚度及三个位置 试样镀锌层的平均厚度均不低于标准中相应的要求。如果样品是由不同 厚度的钢组合而成的, 则每种厚度部分的镀锌层厚度应分别符合标准中 相应厚度的要求。
镀溶液的配制:将 3.5g 六次甲基四胺(乌洛托品)溶于 500ml 浓 盐酸密度为 1.19g/ml 中,用蒸馏水将此溶液稀释到 1000ml。退镀溶液 的用量为每平方厘米的试样表面不少于 10ml。
热镀锌层的质量测定: 试样用不侵蚀热镀锌层的有机溶剂脱脂烘干 后称重, 精准到单位面积镀锌层质量的 1%。 将试样完全浸入室温下的退 镀溶液中,观察试样表面析氢反应,以氢气析出平缓无变化时作为镀锌 层溶解的终点。取出试样置于流动水中清洗,可用软刷刷去表面附着的 松散物质, 然后浸于无水乙醇中, 迅速取出干燥后称重, 称量精度同前。
测量试样退镀面积并精准到退镀面积的 1%, 由下式计算出测点试样 单位面积上热镀锌层的质量 MA:MA=(M1-M2)/A
M1——试样退镀前的质量(g)
M2——试样退镀后的质量(g)
A——试样退镀面积(m2)
7、镀锌层横截面显微镜法(金相法)
根据 GB/T13912—2002,镀锌层厚度可以通过试样横截面的显微镜 法来测定,测定过程按照 GB/T6462 的要求进行,所使用的光学显微镜 有一个带尺寸刻度的目镜,镀锌试样的横截面经过精心抛光和蚀刻。如 果要了解热镀锌层的微观结构和厚度,显微检测是一个可靠的手段。这 一测定方法明显的不足是: 观察和测定的试样必须从热镀锌工件上切取 下来,测定的镀锌层厚度仅对应于一个非常小的范围,不能反映试样上 镀锌层的分布变化, 要测定热镀锌工件的平均镀锌层厚度需要从热镀锌 工件上取很多小试样;同时显微镜法是一种破坏性试验方法,不适用于 大件或贵重件的常规检验。
8、镀锌层阳极溶解库仑法
GB/T13912—2002 中阳极镀锌层厚度的测定方法还包括阳极溶解库 仑法,它也是一种破坏性试验方法。
9、锌层附着量检测及注意
锌层的耐蚀性主要决定于镀锌层的厚度, 故测量厚度常为判定镀锌 质量好坏的主要根据,镀锌层受工件钢材表面的成份、组织、结构不同 而有不同的反应,另外,工件在热浸镀锌过程中进出锌液的角度、速度 亦有很大的影响。 因此, 要得到完全均一的镀层厚度, 实际上不太可能。 所以测量工件表面上的锌层厚度, 即锌的附着量, 绝对不能以单一点(部 位)来判定,必须要测量其单位面积(m2)平均附着锌重(g)才有意义。
利用磁场感应来量测锌层厚度是很普遍、容易的方法,其基本条 件为工件的钢铁表面必须平滑、 完整, 才可以得到较准确的数字。 因此, 当钢材边角处或粗糙、有角度钢件或铸件等,均不太可能获得较准确的 数字。普通的钢铁工件用原始的钢铁基材当做零基准材料,尚可得相对 准确的数字,而玛钢、铸件等就绝对不准确了。
形状复杂的小工件因面积测量不易,不易求得锌层的平均厚度,有 时不得不用硫酸铜试验法来做参考, 但绝不能以硫酸铜试验取代锌层的 附着量测定。锌层的坚实性就是镀锌层与钢铁基材的密合性,关于密实 性的要求,主要是要求镀锌工件在整理、搬运、保管及使用过程中具有 不得剥离的性质。
检测可以采用锤击试片的方法,来检查镀锌层表面的状态。方法是 把试片固定,免得因锤击造成支持台等高且水平的平衡破坏,“锤”以 支持台为中心, 使锤头在垂直位置自然落下, 以 4mm 间隔平行打击 5 点, 观察锌层是否剥离, 并据此作为判别依据。但是,距离试片的角或端 10mm 以内,不得作此试验, 同一处不可打击 2 次以上。此法很普遍, 适用于锌、铝等皮膜坚实测试。
一般人常有一种错误观念,往往为了方便测量,拿两个热镀锌后的 钢材,以边角互相敲击,观察边角剥落情形以为判断。若边角处刚好有 几处较厚的锌粒。在作业中没处理好,则一用力敲击,厚的锌粒会 剥落。故此法不能用来判定正常镀锌皮膜与铁基的密合性。
(三)热镀锌层附着力试验
GB/T13912—2002 中表明:“只要镀锌层与基体的附着力能满足钢 铁工件 在使用和一般操作条件下的要求,通常不需专门测试镀锌层和 基体之间的结合力”。“若需方有特殊要求,可由供需双方协商确定附 着力的试验方法。附着力 试验应在主要表面和使用过程中对附着力有 一定要求的区域内进行。 ”较常见的附着力试验方法有硬刀试验和落锤试验。
落锤试验装置
现行的 ASTM.A123M 和 A153 中指出,附着力采用硬刀试验法。此方 法是检验镀锌层附着力的一种简单而有效的方法, 虽然它并非真正测量 了镀锌层与钢铁基体的钢之间冶金结合的粘结强度, 但它可以显示镀锌 层的附着性能。试验方法是用一把利刀的端头切入或铲入镀锌层。如果 在刀尖前面镀锌层成片剥落或分离,露出基底金属,则镀锌层的附着力 是不好的; 如果镀锌层仅在刀尖处被切开或仅铲下了镀锌层的小屑片, 那么镀锌层的附着力是好的。
锤头用 45#钢制成,质量约为 210g,硬度 40HS 以上;试验装置应安 放在固定的木制试台上,支座转动轴处可加装滚珠轴承以减小摩擦阻力。
试件的试验面应置于与锤子底座上表面同样高度的水平面。调整 试样位置使打击点距离试样的边、角、端部不小于 10mm,,锤头刃口面 �向台架中心。当锤柄与底座平面垂直时,让锤头向台架中心方向自由落 下打击试样,以 4mm 间隔平行打击 5 点后,检查镀锌层表面状态。试样 上同一点不得重复打击。
锤柄用橡木制成,质量约为 70%;底座为:50x250x150mm 的钢板。
由于镀锌工艺有很多种, 除上述热镀锌工艺所采用的附着力试验方 法外,其他镀锌工艺的镀层结合强度的检测方法还有很多,但是定量检 测都比较困难, 以下是其他镀锌工艺用过的几种方法, 仅供了解和参考。
1、摩擦滚光试验法
将试样放入一滚筒内,筒内装有 3mm 钢球和皂液润滑剂,经转动摩 擦后不合格镀锌层会起泡。此法适用于小型零件。
2、摩擦抛光试验法 使用直径为 6mm,末端为光滑球形的钢条对镀锌层摩擦 15s。摩擦 时只能对镀锌层抛光,不能对镀锌层进行切割。若随着摩擦的进行,镀 锌层出现鼓泡则说明镀锌层的结合强度差。 该法适用于检测较薄的镀锌层。
3、锉刀试验法
将镀锌工件固定在台钳上,用扁平粗的锉刀,来锉削其镀锌层的边 缘,锉刀与镀锌层表面成 45°角,由工件基体向镀锌层的方向锉削。镀 �锌层不得揭起或脱落。本法仅适用于较厚和较硬的镀锌层,对薄而软的 镀锌层不适用。
4、划线、划格试验法 用硬质钢制成的划刀在镀锌层表面划两条相距 2mm 的平行线或 1mm2 的正方形格子, 划线时应一次划破镀锌层。 若镀锌层揭起或脱落 结合强度则不合格,本法适用于薄镀锌层。
5、弯曲试验法 ▲弯曲试验法有以下几种:
①将试样沿直径等于试样厚度的轴弯曲 180°,然后用 4 倍放大镜 观察弯曲部位,镀锌层不得起皮或脱落。
②将试样夹在台甜上反复弯曲直到试样断开,观察断口处,镀锌层 不应起皮或脱落。本方法广泛应用于薄片试样。
③直径 1mm 以下的试样可以绕在直径为线径 3 倍的轴上,直径 1mm 以上 的线材试样绕在与线径相同的轴上,共绕 10~15 匝。镀锌层不得 有剥落、碎裂和脱落现象。本方法适用于检测线材。
6、粘接一剥离试验法
将胶带粘在镀锌层上,用橡皮辊筒在上面辊压,10s 后用垂直于镀 锌层方向的力剥离胶带,镀锌层无剥离现象说明强度好。本法特别适用 于印刷电路板镀锌层结合强度的检测。
7、热循环试验法
本法适用于塑料件上的电镀锌层。 塑料的热膨胀系数比金属高 6?7 倍,经过反复多次冷热循环试验镀锌层会产生裂纹,以此可以判断镀锌 层的结合强度。 冷热试验条件按 GB/T1260—90 《塑料上电镀锌层热循环 试验》规定进行。
8、阴极试验法
将试样放入密度为 1.054g/cm2 的 NaOH 溶液中, 以 10A/dm2 的电解 2min 开始计时,15min 后不起泡说明结合力好。也可以在温度为 60℃, 15%的硫酸溶液中以的电流密度电解,5?15min 内进行观察。本法只适 用于能在阴极释放氢气的镀锌层,如镍和镍铬镀锌层。铅、锌、锡、铜、 镉等镀锌层不适用。
9、冲出试验法
将试样装在一个专用振动器中,让振动器的扁平冲出锤以每 500? 1000 次 /min 的频率对试样表面进行锤击。 一定时间后观察试样镀锌层 不剥落为合格。
▲一种镀锌层的附着性测定方法简介:
些热镀锌钢材还要继续进行加工成型, 再加工过程中还要进行弯 曲等, 因此,锌层的附着力是检验镀锌制品性能的一个重要指标。根 据热镀锌制品种类可分别采用弯曲试验,折叠试验与缠绕试验等。
(1)弯曲试验操作
弯曲试验主要用作检验镀锌钢板、镀锌钢管锌层附着性的方法。弯 曲试验操作简便,结果精准,已成为常用试验方法。
测定时是将一块厚度为 a、宽度 b=2a±2mm (但不得小于 10mm)、长 度 L=53±150nmm 的镀锌板试样,用压力机、虎钳或弯曲试验机等设备进行。
弯曲试样简图
d 一弯曲直径、a—试样厚度、b 一试样宽度、L——试样长度 d+2.1a—支持银间距、a—弯曲角度
进行试验时,首先将试样放在支持辊上,如图(1),(2)所示。再将 弯曲辊下压,使试样的弯曲角达到^见图^。然后利用压力机或虎钳使试 样弯曲到 180°,见图(4)。根据试样的钢种和锌层厚度,规定试样的弯 曲直径 d=0 或 d=2a,见图(4)、(5)。
试样弯曲成 180°后,用肉眼检査弯曲的外沿不应出现锌层脱落, 如出现锌层脱落或露出铁基体的大裂纹,则判断为锌层附着力不合格。 但在距试样边部 5mm 以内产生的锌层脱落可不考虑。
测定镀锌钢管的锌层附着性时, 是将试样按其直径的规定倍数作为 内侧半径,当达到所要求弯曲的角度后,检验其弯曲部分镀锌层的表面状态。
(2)折叠试验
折叠试验是用作热镀锌钢板双层咬合加工的模拟试验。 通常在双曲 折叠成型试验机上进行。通过调整弯曲辊之间的距离,可以检验不 同的厚度,一般分为三个厚度等级,即 0.25~0.9mm、1.0~1.5mm、 1.6—2.5mm。
试样折叠后的形状如图。 图中箭头 2 指示方向观察锌层裂纹和锌层脱落。
(3)缠绕试验
缠绕试验是用来检验钢丝上热镀锌层附着性的方法。 试验时将试样 沿螺线方向以紧密的螺旋圈缠绕在规定直径的芯捧上。 芯棒的直径大小 是根据镀锌钢丝品种、规格和要求而定,通常规定为试样直径的 5 倍、 8 倍,10 倍等。个别钢丝要求有厚的镀锌层,例如架空通讯线用钢丝, 芯棒直径规定为钢丝直径的 14 倍,缠绕圈数为 5?10 圈。缠绕时,螺 旋圈应拉紧排列,不得重叠。
缠绕后用肉眼观察,其镀锌层不得开裂或脱落。
(四)热镀锌层硫酸铜试验
1、硫酸铜溶液的制备和用量
将 36g 硫酸铜(CuSO4.SH2O)加入 100ml 的蒸馏水中, 加热溶解后再 冷 却至室温,每升溶液加氢氧化铜(Cu(OH)2)或碱式碳酸铜 (CuCO3(OH)2),搅拌均匀,静置 24h 以上,过滤或吸出上面澄清的溶液 备用。硫酸铜溶液在温度 18℃时的密度应为 1.18g/cm3,否则应以浓的 硫酸铜溶液或蒸馏水进行调整。所用试剂为化学纯试剂。
硫酸铜溶液的用量按试样表面积计不少于 8ml/cm2。配制的硫酸铜 溶液可以用于多次试验,但至多不应超过 15 次。
用于试验的容器不得与硫酸铜溶液发生化学反应, 并应有足够大的 容积能使试样浸没在溶液中,浸没时试样外缘距容器壁应不小于 25mm。 试验时硫酸铜溶液的温度应为 18 士℃。
2、试样的制备
先将热镀锌工件两端各切去 5cm,然后分别从热镀锌工件的两端和 中间共取 3 个试样,取样时不应损害镀锌层表面,试样测试面积不小于 100cm2。
▲试验程序和耐腐蚀试验次数的确定:
将准备好的试样用四氯化碳、笨等有机溶剂擦拭,用流水冲洗、净 布擦干,在试样上露出基体金属的切口处涂以油漆或石蜡,方可进行硫 �酸铜溶液浸蚀试验。将表面清理好的试样浸入疏酸铜溶液中,此时不得 揽动溶液,也不得移动容器。
经过 1min 后取出试样,用毛刷除掉试样表面或孔眼处的沉淀物, 用流水冲洗。 净布擦干, 立即进行下一次浸蚀, 直至试验浸蚀终点为止。 试验过程,试样基体金属上产生红色金属铜时作为试验浸蚀终点。
▲下列情况不判作为浸蚀终点:
(1)试样端部 25mm 内有金属铜附着。
(2)试样棱角处有金属铜附着。
(3)试样镀锌后划、擦伤的部位及其周边有金属铜附着。
(4)用无锋刃的器具将附着的金属铜刮掉后下面仍有锌层。
确定耐浸蚀试验次数时,确定为试验浸蚀终点的那次不得计入。
(五)热镀锌工件的脆性检验
在 GB/T13912—2002 和 ISO1461 标准中, 没有提及对热镀锌工件进 行脆性检验。而在 ASTM.A123 中,提出按 ASTM.A143《防止热镀锌结构 钢产品变脆的实践及脆性检测方法》对热镀锌工件的脆性进行检验。现 将有关的内容简述如下。
(1)热镀锌的钢制五金件(如螺栓、杆棒、爬梯、钢筋等)。将其与 未镀锌的同样工件进行相同的弯曲试验,弯曲至 90°角或至工件开裂, �比较两者试验结果。对某些己弯曲成型的制品(如钢筋),则需进行反向 弯曲。镀锌工件与未镀锌的工件应能承受相同程度的弯曲。镀锌层的开 裂脱落不作为脆性破坏判据。 带螺纹的工件应在无螺纹的部位进行弯曲试验。
(2)尺寸小或其形状不宜进行弯曲的钢铁工件,可用一个的铁锤, 对 相同的热浸镀锌工件和未镀锌的工件进行猛烈程度相同的敲击, 比 较敲击后的损伤情况。如果未镀锌的工件能承受敲击,而镀锌工件敲击 后出现开裂,就认为镀锌工件出现了脆性。
(3)镀锌角钢的脆性试验。镀锌角钢的脆性试验采用弯曲试验,试 验装置如图所示,试验的试样按表所示尺寸在热镀锌前从角钢上截取。 试样中部的孔可按钢铁工件上加工孔的方法加工,也可直接钻削、冲制 或冲制后扩孔而成。 孔的直径大小和位置应不小于原钢铁工件加工时的 规定。
注意该孔不能靠近打标记处。加工后将试样热镀锌。为了测定试样 断裂后的延伸率,在镀锌角钢试样带孔一边的边缘中间,以孔的中心为 中点,打两个相距 L0=50.8 的定位标记点(见图);如果角钢的厚度小于 12.7mm,或者孔边至角钢边缘的距离小于 9.52mm,则 L0=25.4。
试验的温度应在 16℃?32℃之间。 试验在材料试验机上进行, 或用 其他合适的方法缓慢地加压,直至镀锌角钢试样出现断裂。测量每个定 �位标记点到的断口的距离,精准到 0.01mm,由两个距离之和,可计算出 延伸率。
测量试样试验前和试验后断口上三点的厚度:a 点为孔的外侧,b 点为孔的内侧,c 点为角钢边的中部;用试验前后分别测得的 a、b、c 三点厚度的平均值计算厚度的平均减小率。 试验测得的延伸率应不小于 5%;如果延伸率小 于 5%,则延伸率与厚度的平均减小率之和不应小于 10%。 �